In the fast-paced world of manufacturing, ensuring product quality and minimizing defects is crucial. One of the most transformative advancements in this area has been the integration of automated visual inspection (AVI) systems. These systems utilize advanced technologies such as artificial intelligence (AI), machine learning, and high-resolution cameras to inspect products at various stages of production. As industries continue to evolve, the importance of AVI in enhancing precision and efficiency cannot be overstated. Here’s a look at how automated visual inspection in manufacturing sector.
What is Automated Visual Inspection?
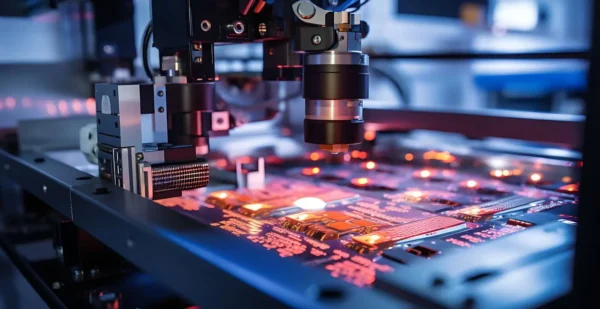
Automated visual inspection refers to the use of machine vision systems that automate the process of inspecting products for defects or irregularities. These systems typically consist of high-quality cameras, lighting, sensors, and software that work together to analyze products with incredible accuracy. AVI systems capture detailed images of products and compare them to a pre-defined set of criteria, detecting defects such as cracks, scratches, misalignments, or color inconsistencies. The results are then processed by AI algorithms to determine whether the product meets quality standards.
1. Improved Precision in Quality Control
One of the primary benefits of automated visual inspection is the unmatched precision it brings to quality control. Traditional methods of inspection, often relying on human operators, can be prone to errors, fatigue, and inconsistencies. In contrast, AVI systems work with high-resolution cameras and advanced image processing technology that can detect even the smallest defects with exceptional accuracy.
These systems can inspect products down to the micron level, ensuring that every item produced adheres to stringent quality standards. The high degree of accuracy offered by automated visual inspection minimizes the risk of defective products reaching customers, thus improving customer satisfaction and reducing costly returns.
2. Increased Efficiency and Speed
Automated visual inspection significantly boosts the efficiency of manufacturing processes. Traditional manual inspection can be slow, especially when dealing with high volumes of products. By automating the process, manufacturers can conduct inspections in real time, quickly identifying defects as products move through production lines.
AVI systems can work continuously without breaks, ensuring that inspection tasks are completed at a much faster pace than human workers. This results in faster production cycles, reduced downtime, and increased throughput. With the ability to handle large volumes of products quickly and efficiently, manufacturers can meet tight deadlines and increase overall output.
3. Cost Savings in the Long Run
While the initial investment in automated visual inspection systems can be significant, the long-term cost savings make it a smart investment for manufacturers. The automation of the inspection process reduces the need for human inspectors, cutting labor costs and freeing up workers to focus on more critical tasks. Additionally, automated systems help minimize product defects, reducing the costs associated with rework, scrap, and warranty claims.
By catching defects early in the production process, AVI systems prevent defective products from advancing further down the line, saving costs related to material waste, labor, and time. Furthermore, since these systems are highly reliable, manufacturers can reduce the risk of product recalls, which can be financially and reputationally damaging.
4. Consistency and Standardization
Another significant advantage of automated visual inspection is the consistency it provides. Human inspectors, no matter how skilled, may vary in their judgment, leading to inconsistencies in how products are inspected. AVI systems, on the other hand, follow a set of predefined criteria for every product, ensuring a standardized inspection process every time.
This consistency is particularly important in industries where precision is critical, such as electronics, automotive, and pharmaceuticals. Automated visual inspection helps maintain uniformity in product quality, ensuring that all items meet the same high standards.
5. Enhanced Data Collection and Analytics
Automated visual inspection systems generate vast amounts of data that can be used to improve manufacturing processes. This data can include information on defect types, frequencies, locations, and trends over time. Manufacturers can use this data to identify patterns and root causes of defects, leading to more informed decision-making.
With advanced analytics, manufacturers can gain valuable insights into areas where production processes can be improved. These insights can help optimize operations, reduce waste, and ensure that manufacturing lines are running at peak efficiency. Moreover, having access to real-time data allows manufacturers to make immediate adjustments if quality issues arise, preventing them from escalating.
6. Flexibility in Diverse Applications
Automated visual inspection systems are highly adaptable and can be used in various industries and applications. Whether it’s inspecting the intricate components of electronics, ensuring the proper assembly of automotive parts, or checking the packaging in food production, AVI systems can be tailored to suit specific needs. Their versatility makes them a valuable tool for manufacturers across a wide range of sectors.
Furthermore, as manufacturing technologies continue to advance, so too will the capabilities of automated visual inspection. Innovations such as AI-powered defect detection and adaptive learning algorithms will continue to enhance the flexibility of these systems, allowing manufacturers to adapt to changing product lines and production demands.
7. Improving Workplace Safety
Automated visual inspection can also contribute to a safer work environment. By automating the inspection process, manufacturers can reduce the risk of workers being exposed to dangerous tasks or hazardous environments. For example, in industries that involve high temperatures or toxic substances, human inspectors may face safety risks when conducting visual inspections.
With AVI systems in place, inspections can be conducted remotely, keeping workers out of potentially dangerous situations. This improves workplace safety while ensuring that products are still being thoroughly checked for quality.
Conclusion: A Smart Move for the Future of Manufacturing
As manufacturing continues to evolve, the need for more efficient, precise, and cost-effective quality control processes will only increase. Automated visual inspection systems offer manufacturers a powerful tool to meet these demands, helping them improve product quality, increase efficiency, reduce costs, and stay competitive in the market.
By adopting AVI systems, manufacturers can ensure that they maintain the highest standards of quality while streamlining their production processes. The benefits are clear: enhanced precision, speed, cost savings, and consistency. As technology continues to advance, the potential for automated visual inspection in manufacturing will only grow, making it an indispensable part of the modern manufacturing landscape.